Nền công nghiệp sản xuất, chế tạo ô tô, xe máy đã có từ lâu và ngày càng phát triển. Trong đó công nghệ sơn phủ bề mặt với yêu cầu đảm bảo sản phẩm chống bị ăn mòn và có tính thẩm mỹ cao là rất quan trọng. Công nghệ sơn liên tục phát triển để đáp ứng các yêu cầu ngày càng cao của khách hàng, nổi bật là công nghệ sơn ED với nhiều ưu điểm vượt trội. AMC xin giới thiệu quy trình, ưu điểm của dây chuyền sơn ED chúng tôi cung cấp.
Quy trình hoạt động dây chuyền sơn ED
Sơn ED hay còn gọi là sơn điện âm cực hoặc sơn điện DI. Đây là công nghệ sơn mới bao gồm một loạt các công đoạn theo quy trình sau: Gá chi tiết – Tiền xử lý – Phủ màng sơn điện ly – Sấy sản phẩm– Làm mát sản phẩm – Tháo dỡ sản phẩm.
Quy trình, nguyên lí hoạt động của dây chuyền sơn ED bao gồm:
1. Gá chi tiết đầu vào
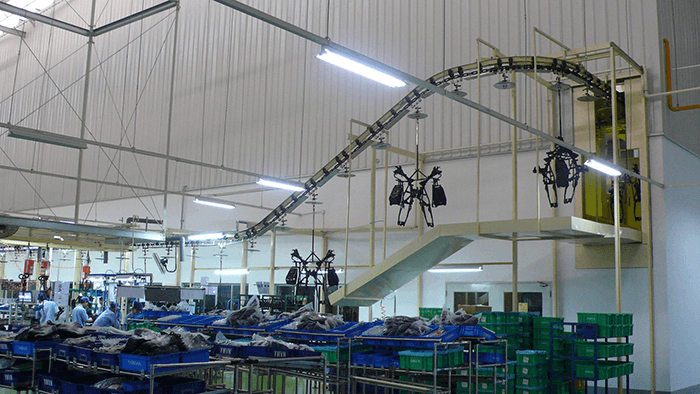
Chi tiết kim loại sau khi hoàn thành các công đoạn gia công, hàn giáp được chuyển đến xưởng sơn và treo vào băng tải qua đồ gá. Và được băng tải đưa đến vị trí tiền xử lý (pretreatment).
2. Tiền xử lý
Đến khu vực tiền xử lý, các chi tiết sẽ được loại bỏ các tạp chất, bụi bẩn bám dính trên bề mặt bằng các công đoạn phun nước nóng, tẩy dầu trong các buồng phun hoặc nhúng trong các bể.
Nước nóng, hóa chất tẩy dầu được chứa trong các tank ở dưới và được hệ thống bơm tuần hoàn và đường ống vận chuyển cấp cho các vòi phun trong các buồng phun, hoặc các bể nhúng ở phía trên.
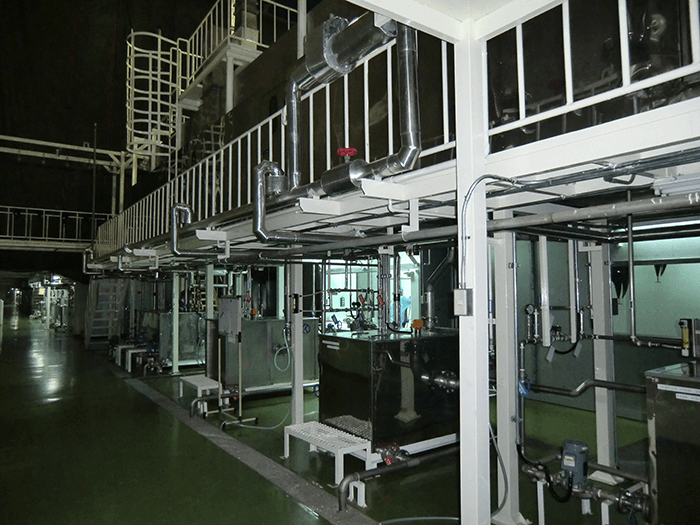
Hình 1 Hệ thống tiền xử lý bao gồm các tank bên dưới chứa nước nóng, hóa chất cấp cho các buồng phun, nhúng xử lý bên trên thông qua hệ thống bơm tuần hoàn
Sau khi đã loại bỏ các tạp chất băng tải đưa các chi tiết đến vị trí bể nhúng hoạt hóa ( surface condition ). Tiếp đến là bể nhúng phốt phát để tạo một lớp màng phốt phát trên bề mặt chi tiết kim loại.
Màng phốt phát hóa chuyển hóa bề mặt kim loại thành một lớp bề mặt mới có nhiều lỗ xốp tế vi để tạo chân bám cho sơn và có khả năng chống ăn mòn dưới lớp sơn. Khi đã phốt phát hóa xong các chi tiết được phun hoặc nhúng nước DI để làm sạch các hóa chất dư thừa bám trên bề mặt và thổi khí trước khi đến công đoạn phủ màng sơn điện âm cực.
3. Phủ màng sơn điện ly

Hình 2 Bể nhúng ED có 6 cặp điện cực
Kết thúc công đoạn tiền xử lý, băng tải đưa các chi tiết đến khu vực phủ sơn điện ly. Đầu tiên các chi tiết được nhúng vào bể ED (hình 2) để tạo màng sơn phủ. Bể ED này có các điện cực và hệ thống cấp điện một chiều.
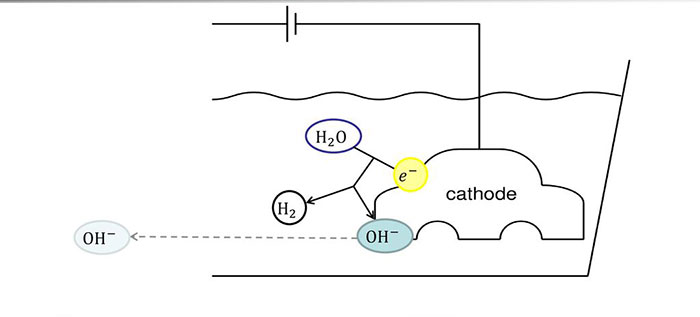
Hình 3 Quá trình điện phân ở Catot
Tại đây dưới tác dụng của dòng điện một chiều sẽ xảy ra các quá trình điện phân (hình 3), điện DI ( hình 4), kết tủa điện phân, điện thấm để tạo nên một lớp màng sơn phủ lên bề mặt chi tiết. Quá trình sẽ kết thúc khi màng sơn phủ kín hết bề mặt kim loại.
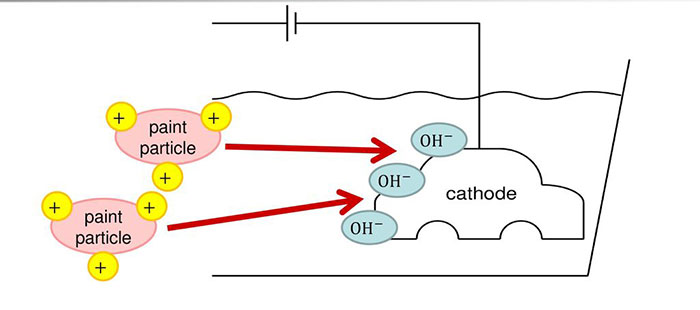
Hình 4 Các hạt sơn tích điện dương bị các ion tích điện âm ở Catot hút về
Chi tiết đã được phủ một lớp sơn không bị hòa tan trong nước sẽ tiếp tục đi qua các buồng phun, nhúng nước DI. Ở nơi đây lượng sơn thừa bám dính sẽ được tẩy rửa khỏi chi tiết đã sơn ED. Và chuyển đến hệ thống lọc UF qua hệ thống bơm tuần hoàn và đường ống. Hệ thống lọc UF ( hình 5) sẽ tách lấy sơn chuyển về bể ED.
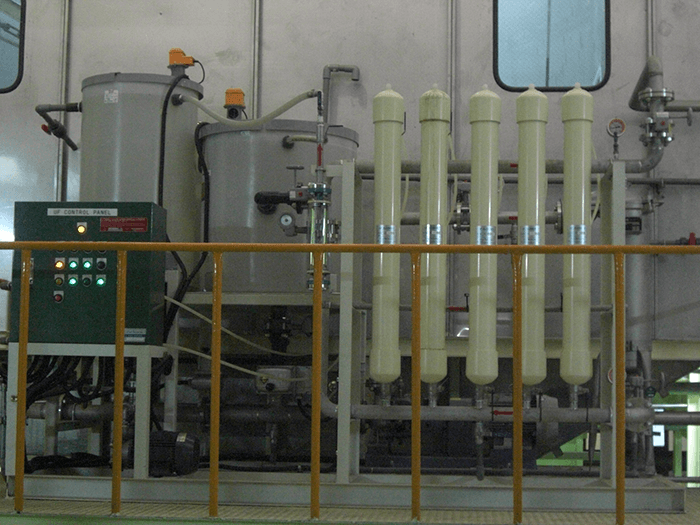
Hình 5 Hệ thống tách lọc sơn UF
Bước cuối của công đoạn này là loại bỏ nước bám dính bề mặt chi tiết. Thông qua hoạt động thổi khí bằng súng phun khí cầm tay.
4. Sấy sản phẩm
Sau khi loại bỏ nước, băng tải đưa các chi tiết đã sơn ED đi vào trong lò sấy. Tùy theo sản phẩm sơn, tốc độ băng tải, chiều dài lò sấy chúng ta sẽ cài đặt nhiệt độ phù hợp. Thường khoảng 180°C đối với vật liệu thép.
5. Làm mát sản phẩm
Sản phẩm sơn khi ra khỏi lò, có nhiệt độ khá cao nên phải được làm mát trước khi chuyển đến khu vực tháo dỡ. Hệ thống làm mát gồm các quạt thổi và hút gió đi qua sản phẩm sơn giúp hạ nhiệt độ xuống mức bình thường.
6. Dỡ sản phẩm hoàn thiện
Để kết thúc một chu trình sơn, sau khi được làm mát, sản phẩm sơn được băng tải đưa đến vị trí unloading để dỡ sản phẩm sơn hoàn thiện. Sản phẩm hoàn thiện sẽ được chuyển đến các giá để sản phẩm hoặc chuyển đến công đoạn tiếp theo.
Băng tải chạy tuần hoàn và các chi tiết liên tục được di chuyển qua các công đoạn. Chi tiết được treo lên băng tải → tiền xử lý → sơn ED → sấy → làm mát → Dỡ sản phẩm hoàn thiện. Các bước nối tiếp nhau và tạo thành quy trình dây chuyền sơn ED khép kín, liên tục.
Một số ưu điểm của dây chuyền sơn ED
- Chất lượng sơn rất cao. Do tạo được màng sơn ở cả các vị trí hốc, ngóc ngách tren chi tiết. Với độ đồng đều với các vị trí khác. Đặc biệt công nghệ sơn ED phát huy lợi thế trên các Dây chuyền sơn ô tô, xe máy
- So với các phương pháp sơn khác thì sơn ED có hiệu suất chuyển đổi rất cao. Đặc biệt so với sơn phun.
- Lượng sơn dư thừa bám dính trên bề mặt thu hồi và sử dụng được giúp giảm chi phí.
- Dung dịch sơn ED là loại sơn gốc nước nên giảm thiểu được những nguy cơ ô nhiễm môi trường. Giảm nguy cơ cháy nổ trong quá trình sản xuất. Cũng như giảm thiểu chi phí xây lắp hệ thống xử lý nước thải, hệ thống PCCC.
- Màng sơn không bị chảy sệ như công nghệ sơn phun.
- Quy trình sơn ED khép kín năng suất cao, giảm thiểu nhân công.